

Posted by Christine Obbink-Huizer
Table of contents
Thermoforming is a manufacturing process where a plastic sheet is heated to a pliable forming temperature, formed to a specific shape in a mould, and trimmed to create a usable product (https://en.wikipedia.org/wiki/Thermoforming). Often a vacuum and maybe even a plug is used to help the sheet take the shape of the mould.
During this process, the sheet stretches and thins. How much thinning occurs where, depends on the geometry and how the mould and sheet approach each other. The mould is typically cold compared to the plastic, so that when the plastic touches the mould, the plastic cools down as well, and becomes less pliable. Therefore, the further stretch of the parts of the plastic that touch the mould will be limited.
In this blog we’ll give an example of simulating this process to determine the deformed shape and thickness of the material throughout the product, coupling temperature and displacement effects.
As an example we’ll use a plastic container for chips or ‘frietbakje’ in Dutch, with a separate compartment for sauce (Figure 1).

Figure 1: Example of a container empty and in use.
Geometry
The geometry of the mould is shown in Figure 2.
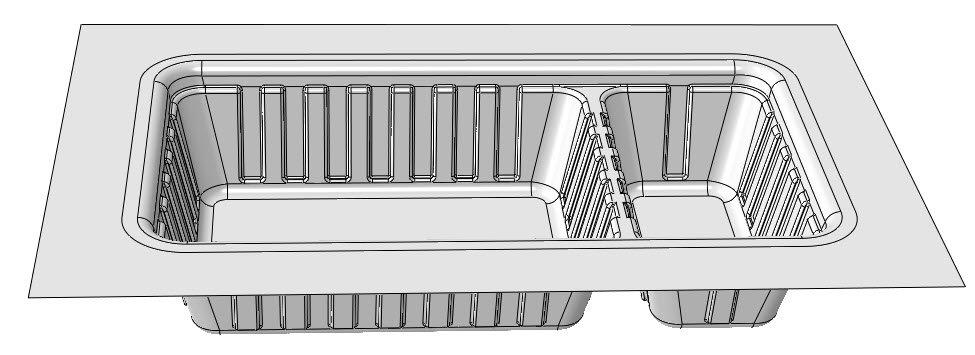
Figure 2: The geometry of the mould.
The plastic is initially a flat sheet of 0.5 mm thick, with dimensions matching the outer dimensions of the mould, as can be seen in Figure 3.
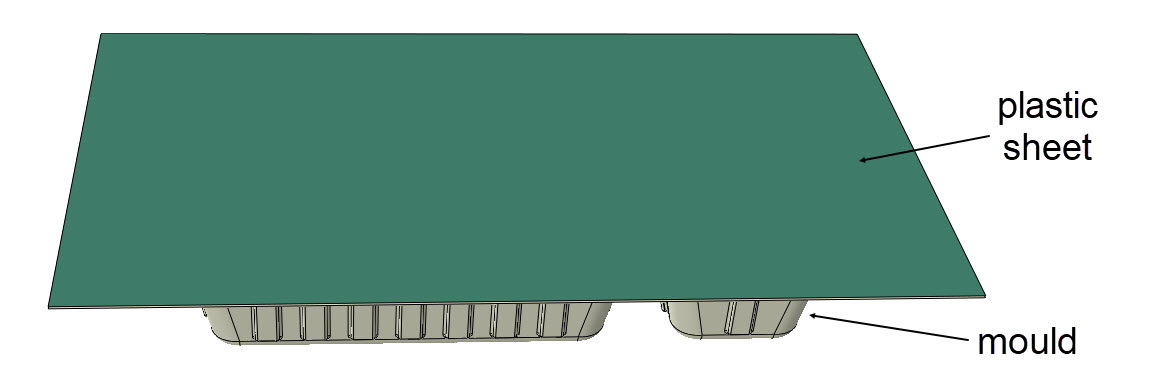
Figure 3: The combined geometry of the mould and plastic sheet.
Material Properties
The mould is considered rigid. No material properties are needed then.
The polypropylene sheet is modelled using temperature-dependent visco-elastic material properties. At higher temperatures, the stiffness of the material reduces to 10% of the initial value. Including viscoelasticity allows the sheet to show behaviour that is in between a solid and a fluid, as expected at higher temperatures.
Thermal conductivity and specific heat properties are included for the thermal part of the analysis.
Model Set-up
The mould is at room temperature (25 degrees Celsius) during the entire analysis. The polypropylene sheet is initially at 100 degrees Celsius. Its temperature in time is calculated as part of the analysis.
The outer edge of the sheet is clamped. A pressure of 1 bar is applied to the top, which corresponds to the overpressure when a vacuum is applied to the bottom. The pressure is ramped up during the first half of the analysis, and it is held constant during the second half of the analysis. Further deformation will then occur due to the viscoelastic properties of the polypropylene sheet. Gravity is included.
Abaqus/Explicit is used, as large deformations are expected.
Results
As expected, the sheet is initially 100 degrees Celsius everywhere and then cools down to 25 degrees in the regions where it contacts the mould.
The sheet goes down into the mould. In time, it goes further down and follows the details of the mould more accurately. The sheet reaches the bottom of the larger compartment (for the chips) sooner than for the smaller compartment (for the sauce).
The shell thickness is highest on the outer rim, where the sheet touches the mould first. It is lowest in the corners, that need to stretch most. Because the area of the sauce compartment is smaller, while it’s depth is the same as for the chip compartment, more stretching is needed here and the shell thickness is lowest, up to about half of the initial thickness (Figure 4).
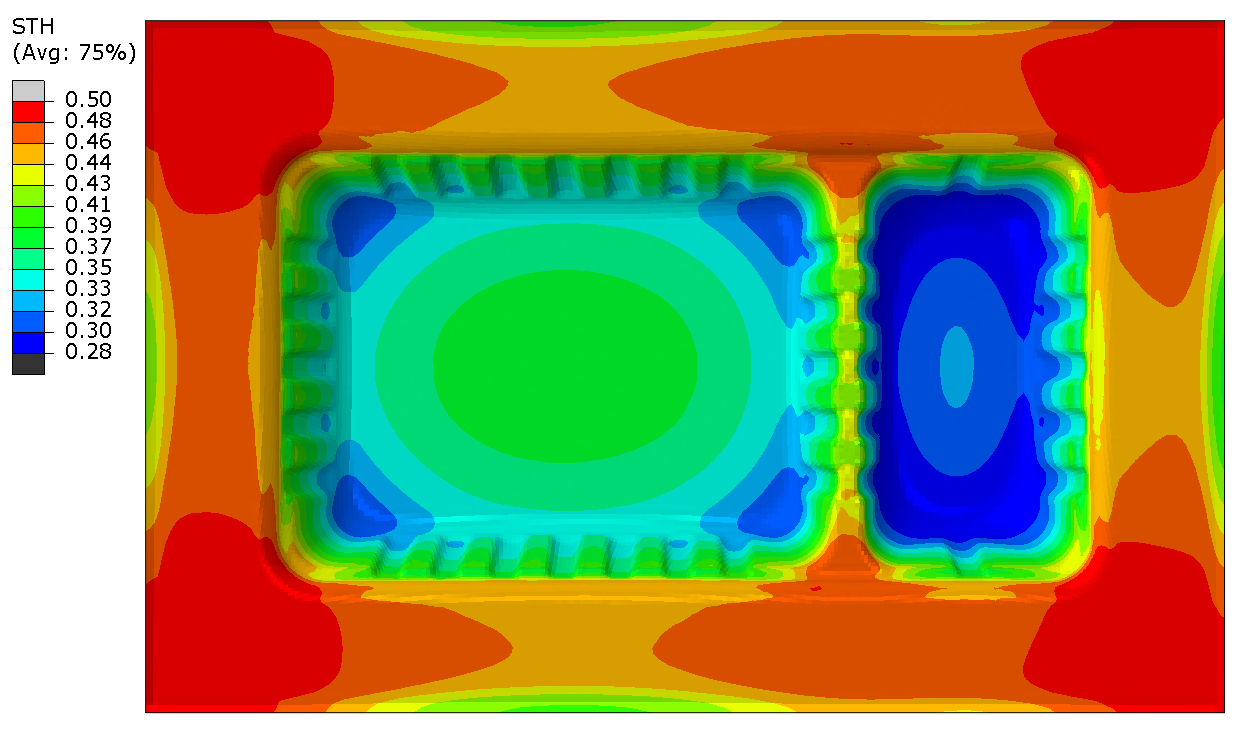
Figure 4: Shell thickness throughout the sheet at the end of the analysis.
Conclusion
Abaqus can be used to calculate the local material thickness after the thermoforming process. This type of analysis will contribute added value by using advanced virtual process optimization, well before the product even exists in real life.


TECHNIA Simulation provides top tier FEA, Non-linear, and Advanced Simulation Software, Training, and Consultancy. Our dedicated team of more than 65 Simulation experts across 16 countries advise and support your innovation with a wealth of specialist knowledge and experience.
About TECHNIA- Related news and articles straight to your inbox
- Hints, tips & how-tos
- Thought leadership articles
Helping you find the information you’re looking for. Discover webinars, events, FAQ's, case studies and tutorials.
VIEW HUB